This. If i already have a pinned LPGB, i would rather do an insert than an adjustable.Originally Posted by jerrysimons

Also inserts give you a known port size and are like 1/100th the price.
|
||||||||||||||||||||||||||||||||||||||


 Member
Member
This. If i already have a pinned LPGB, i would rather do an insert than an adjustable.
Also inserts give you a known port size and are like 1/100th the price.
Senior Member
Some things look like theory upfront when a few hundred rounds are used as an example. The reality after 10-20+K looks different. I really do not see the need of a gas block needing to be anymore complicated than a standard FSB as far as gas regulation is concerned for most, other than some with carbine length gas systems normally using a proper base barrel port size. With a properly gassed base barrel, some systems can be complimented with a secondary restriction to help maintain a cyclic range in span during it's useful lifespan.
I do not prefer a band aid solution as preference over a solution that addresses the root causes. Root cause for most is the base barrel port, and we have ways to do that.
 Senior Member
Senior Member
Well that's why Inconel, because surely it would look bettter 10-20k+ down the line than an SS insert.
I guess that is where we are differing, I am ok with inserts as a more primary regulation, second in preference, of coarse, to a properly ported barrel which are hard to find or also require machining if you are going to have them chopped.
 Manufacturer
Manufacturer
There are many reasons to use a port in a low pro gas block.
Rather than try to list them all, I'll tell a story.
A few years ago, we discontinued the low pro version of the ports and only offered the FSB version.
We immediately had numerous requests to bring it back, so we did and have offered both versions ever since.
Black River Tactical
BRT OPTIMUM Hammer Forged Chrome Lined Barrels - 11.5", 12.5", 14.5", 16"
BRT EZTUNE Preset Gas Tubes - PISTOL, CAR, MID, RIFLE
BRT Bolt Carrier Groups M4A1, M16 CHROME
BRT Covert Comps 5.56, 6X, 7.62
Member
+1 on starting it with a center drill, although I suppose a countersink will do the trick too. Center drills should be cheaper.
I might have to try this too.
I'm amazed that a single cut on that dulled a carbide end mill. What size/RPM?
 Senior Member
Senior Member
I suppose you DO get the precision selection on the port sizing... The adjustable block I ran did lack a certain amount of small incremental adjustments.
"What would a $2,000 Geissele Super Duty do that a $500 PSA door buster on Black Friday couldn't do?" - Stopsign32v
 Member
Member
A countersink, or spotting drill should solve the off center problem, especially if done on a mill.
For the flat slot on a mill? A slitting saw with the screw in a threaded block should do it. Just fixture the insert at 90, or turn the mill spindle 90 degrees. A block with a bunch of threaded holes would allow several of these to be knocked out at one time.
Google: slitting saw
 Member
Member
Deleted.... Misunderstood the context...
Last edited by Locutus; 03-25-17 at 08:29.
NRA RSO
USPSA RO
SASS RO-I & RO-II
Certified Black Powder Artillery (Maryland)
Senior Member
The few I've made are full size like the one pictured at the bottom. I trimmed one much like you did on my first try, but I found that leaving the piece full length worked fine because the screw can insert itself into the gas tube several thousandths.
The upside is more thread engagement... the downside is that you couldn't change the gas tube without backing out the insertable port. I rarely change gas tubes... so?
"What would a $2,000 Geissele Super Duty do that a $500 PSA door buster on Black Friday couldn't do?" - Stopsign32v
Senior Member
We choked down an LMT 10.5 to .068". It ran like a champ. The recoil impulse still felt snappy with a standard A5 buffer. The ejection pattern and direction seemed to mellow out though.
"What would a $2,000 Geissele Super Duty do that a $500 PSA door buster on Black Friday couldn't do?" - Stopsign32v
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote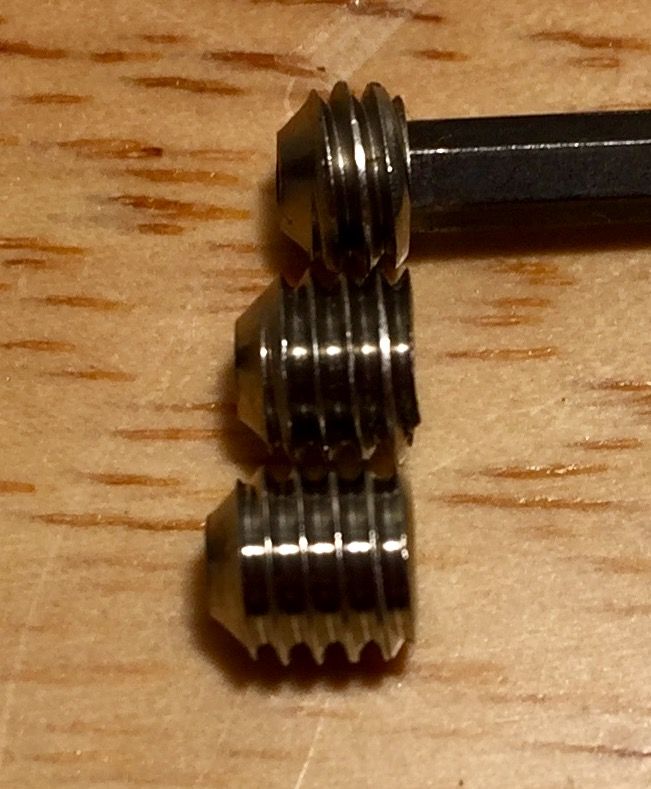 [/URL]
[/URL]
Bookmarks